Following discussions with the University, Architects & Structural Engineers, there was no route to high level discharge. It has been decided that the extract route would actually penetrate the floor entering into the main plant room below with a discharge point at the same level. This created a problem as potentially we could be discharging cooking fumes that may re-enter the building in the floors above. Using Capture Ray™ canopies with and additional treatment via Halton’s Pollustop (PST) system this issue was eliminated. During initial design meetings UCB advised of its plans to reduce its Carbon footprint. Also equipped with the Capture Jet™ technology, the canopies selected have been equipped with M.A.R.V.E.L. Demand Based Ventilation System. This second combination was able to reduce the kitchen ventilation energy consumption by 40%.
In addition to these major technological choices:
– The fresh air is brought in the kitchens via the low velocity units integrated on the front of the canopies, using a LPHW (Low Pressure Hot Water) system to suitably temper to the required level;
– M.A.R.V.E.L., the Capture RayTM technology and the PST unit are controlled by the mean of a unique and intuitive LCD user interface (Halton’s Touch Screen);
– A fire suppression system has been pre-installed from factory and completed on site for a better integration.
The University College of food, Birmingham (UCB) has a large number of cold mist / hot wash canopies installed that are currently under a Halton service & maintenance agreement. UCB have key environmental targets that must be met every year to reduce the environmental impact of the site and by doing so secure core funding. UCB were presented with the principal of CMOD and were keen to understand the potential savings the system could provide, subsequently UCB agreed to a 1 month trial of CMOD in 1 section of cold mist canopy for evaluation.
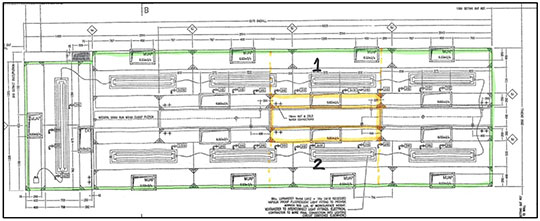
Figure 6.5.1 shows the trial kitchen canopy selected for the site trial. Two adjacent sections of canopy were selected, each covering the same cooking equipment and both connected to pipework with the same distance from the hydraulic panel. Each section has 10 cold mist spray nozzles.
Section 1 was fitted with a water metre and a solenoid valve to measure the water use with the CMOD controls, section 2 was fitted with only a water meter to provide a direct comparison. All parts were installed in the void between each section allowing for easy access to monitor the water meters. This site trial will be controlled by only IR sensors in order to activate the cold mist in only cooking conditions. The NTC sensor version of the system will need to be tested on solid fuel type appliances. It is expected that the NCT version will have low potential savings as the cold mist will be on during both idle / prep mode and cooking mode.